VisualHMI - PLC通讯联调
| 版本 | 内 容 摘 要 | 日期 |
|---|---|---|
| V1.0 | 首次发布 | 2026/3/18 |
在 HMI 人机交互界面的测试过程中,如遇通信异常,可依据本章节所定义的标准化诊断流程与系统化排查方法,对通信链路各层级进行逐项分析与验证
1.硬件接线
若用户所使用的产品型号为 HMI10600KM070_D011_4T,在与 PLC 建立串行通信时,须确保以下前提条件:

- PLC 侧必须配备 RS485 通信接口;
- HMI 与 PLC 的串口引脚须严格遵循 RS485 电气连接规范,即:
- HMI 的 A(RS485+) 对应 PLC 的 A(或 D+);
- HMI 的 B(RS485−) 对应 PLC 的 B(或 D−);
- 禁止交叉接线或悬空信号线
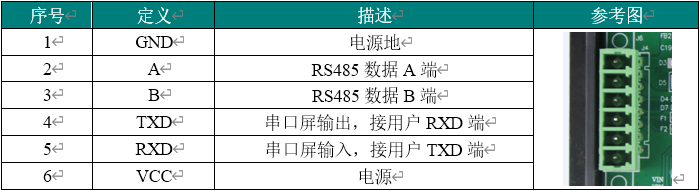
只有在物理层接线正确、电气匹配的前提下,方可建立稳定、可靠的 RS485 通信链路,确保 HMI 与 PLC 间数据交互的完整性与时效性。端口引脚定义如下:
2.串口设置
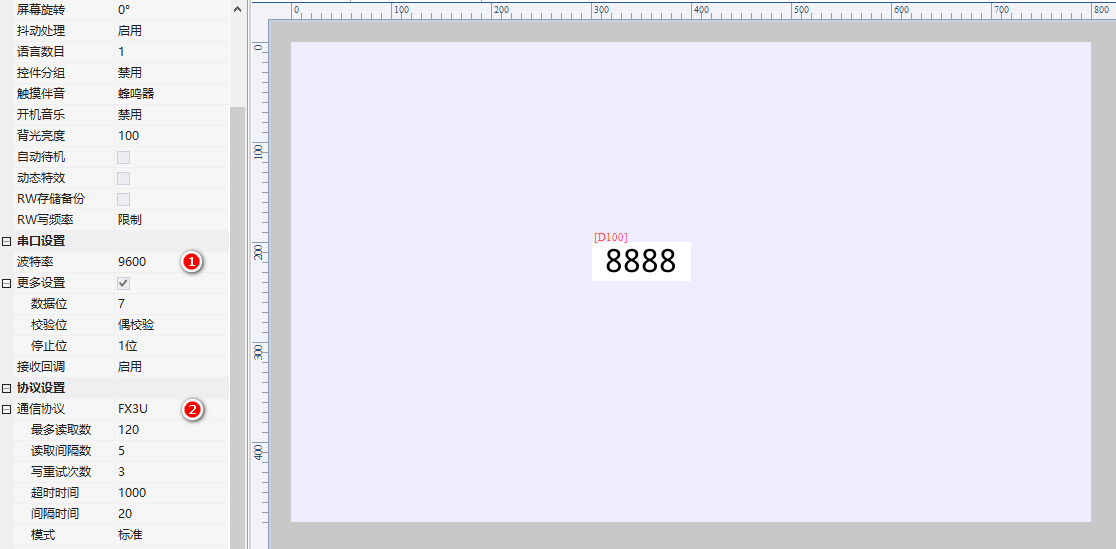
在确保 HMI 与 PLC 的 RS485 物理接线正确无误 后,需进一步配置 HMI 工程中的串口参数与通信协议,使其与目标 PLC 的通信规范严格匹配。以 三菱 FX3U 系列 PLC 为例,HMI 工程中应按如下要求进行设置:
✅ FX3U 协议通信参数配置(HMI 端)
| 配置项 | 设置值 | 说明 |
|---|---|---|
| 波特率 | 9600 bps | 必须与 PLC 侧设定一致 |
| 数据位 | 7 位 | FX 系列串行通信标准为 7 位数据 |
| 校验位 | 偶校验(Even) | 校验方式必须匹配,否则通信失败 |
| 停止位 | 1 位 | 固定为 1 位 |
| 通讯协议 | FX3U | 选择对应 PLC 型号的专用协议 |
| 协议模式 | 标准 / 扩展 | - 标准模式:适用于原装三菱 FX3U PLC - 扩展模式:适用于兼容 FX 协议的国产 PLC) |
| 字节序 | 大端(Big-Endian) | 根据PLC寄存器配置进行设置 |

3.实体屏验证
- 控件配置 在 HMI 工程画面中添加一个数值显示控件,并将其数据源绑定至 PLC 的寄存器地址 D100,确保地址格式、数据类型(如 16 位有符号/无符号整数)与 PLC 定义一致。
- PLC 端预置值 在 PLC 程序中将 D100 赋值为 123,并在 PLC 运行状态下保持该值稳定。
- HMI 下载 将 HMI 工程编译并通过 SD下载到实体屏幕上(如型号 HMI10600KM070_D011_4T)。
- 功能验证
设备上电运行后,观察画面中该数值控件是否正确显示 “123”。
- 若显示正常 → 表明 HMI 与 PLC 通信链路畅通,地址映射及数据解析正确;
- 若显示异常
- 如:D100=31488,PLC的D100=123, 16位无符号整形的16进制为007B,若高低位反了,则是7B00,显示31488,只需要修改工程配置的预设字节序,短整形改为21
- 如:D100=0,或非31488,表示通讯异常,或指向D100的地址映射不对
4.虚拟屏调试
以下是以 HMI10600KM070_D011_4T 与 PLC(RS485 接口)通信调试 为目的,在排除字节序、硬件解析、串口配置等基础问题后,通过 USB 转 RS485 串口线 + HMI 虚拟屏 进行通信链路验证的标准操作流程。
🔧 4.1.调试准备
- 硬件准备
- USB 转 RS485 串口线;
- 已上电运行的 PLC(确保 D100 等寄存器有预设值,如 D100 = 123);
- 接线连接
- 将 USB 转 RS485 模块的 A、B 端 分别连接至 PLC 的 RS485 接口 A(+)、B(−);
- 注意:无需连接 HMI 实体屏,仅通过虚拟屏模拟通信;
- 确保 PLC 与 PC 共地(若通信不稳定,可连接 GND 线)。
- PC 端识别 COM 口
- 插入 USB 转 RS485 线,打开设备管理器,确认分配的 COM 编号(如 COM5)。
4.2.调试步骤
步骤 1:打开 HMI 工程
在 HMI 开发软件中加载当前工程(确保画面中已绑定 D100 数值控件);
确认工程中串口通信参数与 PLC 一致(以 FX3U 为例):
- 波特率:9600
- 数据位:7
- 校验位:偶校验(Even)
- 停止位:1
- 协议:FX3U(标准/扩展按实际选择)
步骤 2:运行虚拟屏
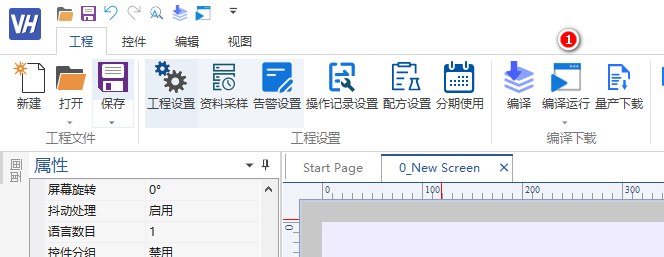
- 点击工程“编译运行”,启动虚拟屏;
- 虚拟屏将加载当前工程画面,并尝试建立通信。
步骤 3:配置虚拟屏通信端口
- 在虚拟屏运行界面或开发软件的通信设置中:
- COM 端口:选择 USB 转 RS485 对应的 COM 号(如 COM5);
- 波特率等参数:与工程设置保持一致,如PLC 波特率为9600
- 打开串口
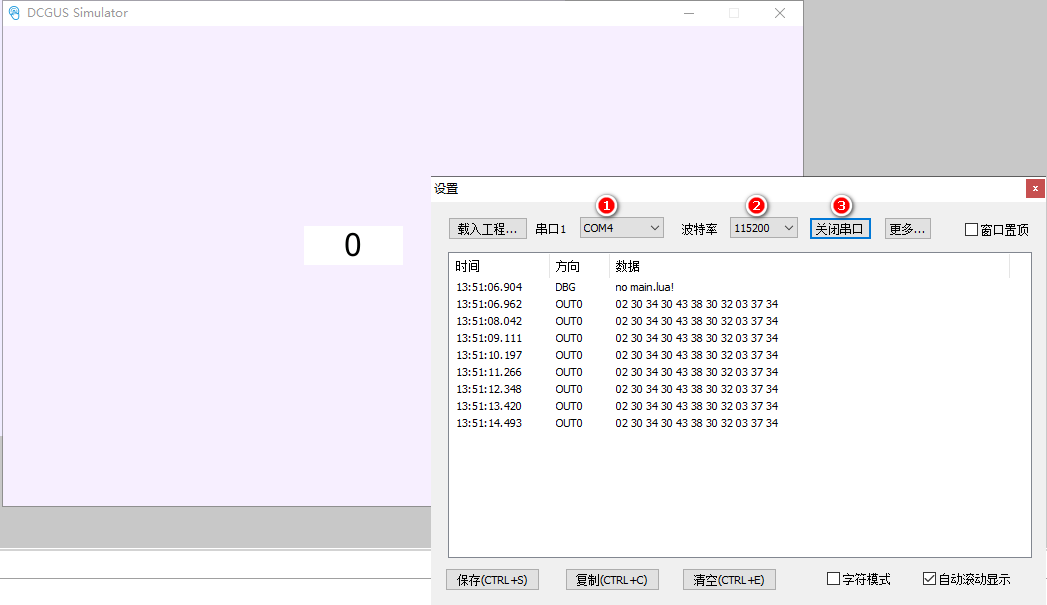
步骤 4:观察通信状态
- 查看虚拟屏画面中 D100 数值控件是否正常显示 123
- 观察是否有 请求帧发出(如
02 30 34 30 43 38 30 32 03 xx xx); - 观察是否有 PLC 返回帧(如
02 37 42 30 30 03 xx xx);
- 观察是否有 请求帧发出(如
步骤 5:结果判定
| 现象 | 结论 |
|---|---|
| 虚拟屏正确显示 D100 = 123,且通信日志收发正常 | HMI 工程配置正确,实体屏通信异常可能由实体屏硬件或接线引起 |
| 虚拟屏无法通信,无返回帧 | PLC 未响应,检查 PLC 站号、协议模式、RS485 接线或 PLC 程序 |
| 虚拟屏收到数据但数值错误 | 地址偏移、数据类型或协议解析逻辑问题(非字节序) |
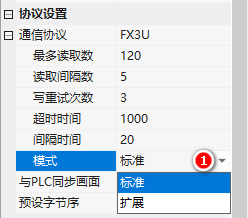
步骤 6:通讯协议模式
若虚拟屏收到数据但数值错误,请修改HMI的通讯协议-模式,如下所示,在运行虚拟屏调试
- 标准模式:适用于原装三菱 FX3U PLC
- 扩展模式:适用于兼容 FX 协议的国产 PLC)